Stainless hlau phau ntawv electrode E307-16 hlau Jointing accessories





WELDING TECHNOLOGY
Tsis txhob cia cov lus nug
Txuas ntxiv mus haunt koj

Arc instability

Unsightly molding

Tshaj tawm ntau dhau
Titanium calcium homstainless hlau tes electrode
Cov ntsiab lus tseem ceeb yog 18% Cr- 9% Ni

Ripple zoo
Cov khoom siv hluav taws xob ruaj khov X-Ray kis tau tus nqi siab
Ntau yam ntawm daim ntawv thov scenarios

Yooj yim slagging
Khoom Parameter
CHEMICAL COMPNET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| GB/T RULES | 0.04-0.14 dr hab | 3.30-4.75 Nws | 1.00 Nws | 18.0-21.5 Nws | 9.0-10.7 Nws | 0.5-1.5 hli | 0.040 ib | 0.030 Nws | 0.75 ib |
| AWS RULES | 0.04-0.14 dr hab | 3.30-4.75 Nws | 1.00 Nws | 18.0-21.5 Nws | 9.0-10.7 Nws | 0.5-1.5 hli | 0.040 ib | 0.030 Nws | 0.75 ib |
| EXAMPLE VALUE | 0.076 ib | 3.65 ib | 0.65 ib | 19.5 Nws | 9.8 ib | 0.7 ua | 0.027 ib | 0.003 ib | 0.10 |
MECHANICAL PROPERTY:
| QHOV TSEEB | YIELD zog (MPa) | EXTENSION zog (MPa) | TUB ROG ℃ xh | IMAPACT VALUE J/℃ | ELONGATION(%) | |||||
| GB/T RULES | - | 590 ua | - | - | 25 | |||||
| AWS RULES | - | 590 ua | - | - | 30 | |||||
| EXAMPLE VALUE | - | 610 | - | - | 38 | |||||
WELDING PARAMETERS pom zoo:
| DIAMETERS SPECIFICATIONS (mm) | 2.0 * 250 hli | 2.6 * 300 | 3.2 * 350 | 4.0 * 350 | 5.0 * 350 | |||||
| ELECTRICITY (Amp) | H/W | 50-75 : kuv | 70-95 : kuv | 80-120 : kuv | 110-160 : kuv | 160-190 : kuv | ||||
| O/W | 20-50 | 45-80 : kuv | 70-110 : kuv | 90-135 : kuv | ||||||
Kev them nyiaj yug Hoobkas




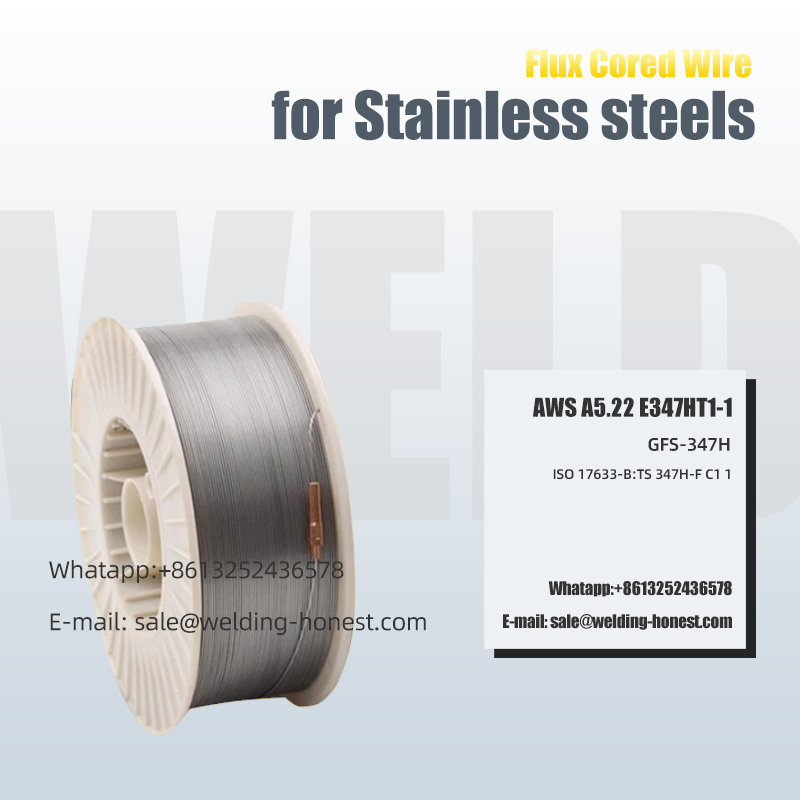
Cov khoom tsim nyog rau a
ntau yam kev siv
WELDING TECHNOLOGY

37,000 tuj dav dav cargo nkoj
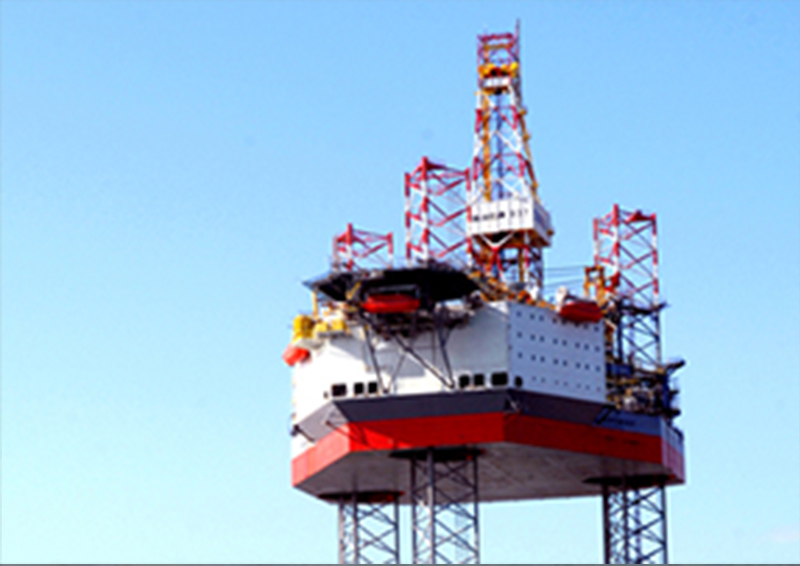
JU 2000 Ejack-up drilling rig

Kev nyab xeeb txhaj tshuaj tank
CHEMICAL COMPNET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| GB/T RULES | 0.04-0.14 dr hab | 3.30-4.75 Nws | 1.00 Nws | 18.0-21.5 Nws | 9.0-10.7 Nws | 0.5-1.5 hli | 0.040 ib | 0.030 Nws | 0.75 ib |
| AWS RULES | 0.04-0.14 dr hab | 3.30-4.75 Nws | 1.00 Nws | 18.0-21.5 Nws | 9.0-10.7 Nws | 0.5-1.5 hli | 0.040 ib | 0.030 Nws | 0.75 ib |
| EXAMPLE VALUE | 0.076 ib | 3.65 ib | 0.65 ib | 19.5 Nws | 9.8 ib | 0.7 ua | 0.027 ib | 0.003 ib | 0.10 |
MECHANICAL PROPERTY:
| QHOV TSEEB | YIELD zog (MPa) | EXTENSION zog (MPa) | TUB ROG ℃ xh | IMAPACT VALUE J/℃ | ELONGATION(%) | |||||
| GB/T RULES | - | 590 ua | - | - | 25 | |||||
| AWS RULES | - | 590 ua | - | - | 30 | |||||
| EXAMPLE VALUE | - | 610 | - | - | 38 | |||||
WELDING PARAMETERS pom zoo:
| DIAMETERS SPECIFICATIONS (mm) | 2.0 * 250 hli | 2.6 * 300 | 3.2 * 350 | 4.0 * 350 | 5.0 * 350 | |||||
| ELECTRICITY (Amp) | H/W | 50-75 : kuv | 70-95 : kuv | 80-120 : kuv | 110-160 : kuv | 160-190 : kuv | ||||
| O/W | 20-50 | 45-80 : kuv | 70-110 : kuv | 90-135 : kuv | ||||||





Sau koj cov lus ntawm no thiab xa tuaj rau peb